Our Expertise
Discover how we can support you in creating products that consumers come back for, time and time again.
Innovative technical support
Our team of technical experts are ready to collaborate with you to solve project roadblocks and create innovative new concepts. We work with you to deeply understand your applications in order to find the very best solutions. From running technical training sessions to hosting customers in our laboratories for product development sessions, our support is second to none.
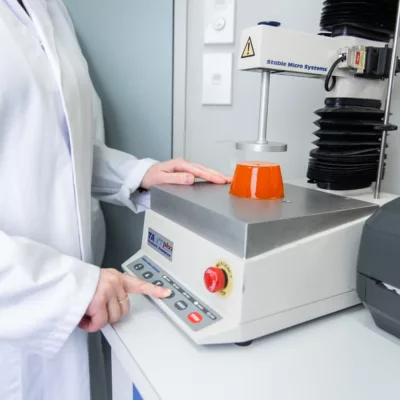

In-house application laboratories
Our laboratories in Auckland and Melbourne are custom-built to allow us to effectively problem-solve and innovate for our customers. Our application, analytical and sensory laboratories boast an impressive array of equipment, including a pilot UHT plant (Auckland), a Combi oven, UV-Vis Spectrophotometers, Colorimeters, texture analysers, Malvern Mastersizers and centrifuges.


Customisation
We offer a range of customisable ingredient solutions to our customers. Our custom solutions help to streamline manufacturing processes and allow us to simplify the customer’s experience. Let us take care of the time-consuming details for you. We have a BRC certified repacking and blending facility in New Zealand and manufacture blends at a BRC certified co-packer in Australia.


Trends & Insights
We have access to world-leading market research databases and trend resources. Our team creates regular trend reports, blog articles, bespoke trend presentations and concept prototypes providing the actionable insights and inspiration you need to succeed. We can support you with global market insights, intel on consumer drivers and updates on the constantly evolving state of the food, beverage and supplements industries.


Quality & Food Certifications
Food safety and quality are fundamental to the way we approach business. We collaborate with suppliers who hold certifications in Quality and Food Safety. Our preference is to work with suppliers who hold GFSI Certification. We are also a member of the Allergen Bureau to ensure we support industry best practice initiatives for allergen management. Hawkins Watts New Zealand is certified to the BRC Global Standard for Food Safety, and Hawkins Watts Australia is certified with HACCP.


Stock management & warehouse coverage
We offer customisable logistics solutions with the aim of providing timely solutions that fit your specific requirements. In both New Zealand and Australia we are well equipped to hold stock for our customers, which allows for both lower MOQs and shorter lead-times. As well as this, our approach helps to buffer you from external forces giving you a more consistent supply. In Australia we have warehouses in Melbourne and Brisbane, including frozen storage in Melbourne. We also have distribution partners in Queensland and Western Australia. In New Zealand we have warehouses in both Auckland and Christchurch.

